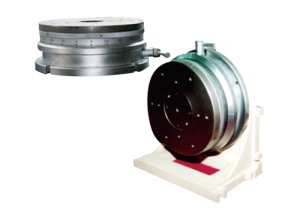
立式多齿分度台
1、上齿盘2、刻度环3、下齿盘4、手柄
立卧两用多齿分度台卧式状态
1、角板2、上齿盘3、刻度环4、下齿盘5、手柄
2、细分多齿分度台使用方法
2.1 细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
2.2 细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
2.3 为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对。
对平板等平面的平面度进行测量,以便确定其平面度是否合格。而在某些场合我们还想进一步了解平面度误差的分布情况:何处凸起,何处凹陷,以便对凸起部分进行研磨或铲刮;或在平面上寻找平面度最佳区域,以便进行高精度的测量工作。这就要求除以数值形式给出平面度,还希望将面的实际形状用图形表示出来。
用计算机软件对测得数据进行插值计算,绘制三维形貌图(图5)能对实际面形作更为直观和形象的描述[7]。等高线图(图6)可用于指导平面修整工作,等高线可被视为修整加工的区域线;也可指导寻找平面度最佳区域。
四. 平行度、垂直度的测量
图7是测量两同侧平面的平行度,使用一块反光镜贴在基准面和被测面上,读取两个面的夹角。所用反光镜两个面应相互平行,其中一个面为反光面。
图8是测量两相对平面的平行度,使用一块反光镜贴在基准面和被测面上,读取两个面的夹角。必须借助一块五棱镜将光束转90°,测量右侧面时,五棱镜和反光镜应摆在图中虚线位置。不要担心五棱镜摆放不正会带来测量误差,五棱镜的几何性质决定了它即使捎有偏斜,通过的光线仍能准确地折转90°。
图9是测量两平面的垂直度,使用一块带反光面的直角铁贴在基准面和被测面上,读取两个面的夹角。测量垂直面时必须借助一块五棱镜将光束转90°。
上一条: 三坐标测量机行业11大标志性事件